
颜色质量控制在塑料产品生产过程中越来越重要,本文介绍了塑料产品颜色的数据化原理、分光光度仪应用于各种类型产品检测的方法。
颜色的数据化模型
塑料颜色检测与其它性能检测一样,是为产品的颜色质量提供数据化的资料,以便进行颜色控制和交流。
现在行业通用的颜色数据化模型是国际照明委员会(CIE)制定的CIELAB颜色空间,该空间为三维立体空间,球型,其中上下表示颜色的深浅(L*),周向表示颜色的色相(h),靠近中轴的距离表示颜色的饱和度(C*)。
通常我们用直角坐标来表示,L*代表颜色的深浅坐标,a*代表颜色红绿方向坐标,b*代表黄蓝坐标方向坐标(如下图所示)。

三维圆球型CIELAB颜色空间及颜色坐标
通过色彩分析仪(通常为分光光度仪)测量颜色样品,我们会得到样品的颜色在CIELAB颜色空间中的坐标位置,即L*、a*、b*数据,那么我们就实现颜色的数据化了。通过它们的正负号可以判断颜色的偏差方向。




塑料产品检测的样品制备
有些塑料产品形状规则,有一定的测量平面可以满足直接测量,这样可以直接在产品上采集颜色数据,不用专门制备测试样。但有些产品形状奇特或没有足够的面积可以完成测量,需要制作测试色板来代表产品的颜色进行检测。
对于颗粒状、粉末状或液体样品,需要专门的配件来支持完成颜色测量。



光反射形成颜色的产品检测
多数生活用品的颜色都是通过光的反射原理产生的,比如汽车内饰、电脑、空调、门窗、笔、牙刷及杯子等等。白光照射到产品表面上,产品中的色料会吸收白光中相应部分的色光,反射剩余的色光,当剩余的色光投影到我们的眼睛里时会刺激我们相应的视觉神经,我们会产生相应的颜色感觉 。

颜色一般都是通过光的反射原理产生的
对于此类产品的检测,应选择分光光度仪的反射测量位置进行检测,此位置一般在仪器的前部。


分光光度仪的反射测量原理
有些样品遮盖力不强,部分光会透射过样品,从而样品背景会对终颜色数据产生影响。此时一般是根据产品的终应用情况,采取多个样品重叠测量、垫白色背景测量、垫黑色背景测量等方法实现精确检测。对于粉末、颗粒、浆状或液体等样品的检测,需要专门的配件配合测量。 比如可以将它们盛放于石英器皿中检测,此时仪器可以竖直,样品可以上置测量(下图所示)。

光透射形成颜色的产品检测
有些产品的颜色是通过光的透射形成的,比如冰箱内胆、仪表板、透明塑料杯、玻璃、纯净水桶等。


透射测量原理
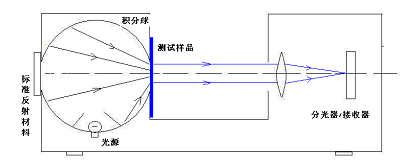
当直透射时,样品置于远离积分球一侧,即靠近接收器,此时投射到样品上的光线几乎是平行光,数量较少,这样透过样品的光线也相对较少(如下图所示) 。

直透射测量原理
通常,多数产品的透射测量采用全透射方式,当样品透射程度较高或非常清晰时,才采用直透射方式测量。
雾度指数(Haze)的检测
有些行业应用,需要检测产品透光后光线的直射和散射性能。如果光透过产品后方向不变,那么我们透过产品看到的物体将很清晰;如果光透过产品后有些光线方向改变,那么我们透过产品看到的物体将很模糊,像有一层雾一样,雾度指数即体现材料的这一性能。
雾度值越高,光线透射过程中方向改变的部分较大,产品越不清晰;雾度值越小,光线透射过程中方向改变的部分较小,产品越清晰。
用仪器来检测雾度值,实际上是测量透过样品后方向改变的光线占透过样品所有光线的百分比。如下图所示,Haze=光通量3/(光通量2+光通量3)。

用分光光度仪来检测这一指数时,实际上是利用光的可逆性来反算雾度值。此时样品需要放置于全透射测量位置,根据软件提示多次测量样品,后由软件自动计算出雾度值。
产品推荐

爱色丽Ci7800台式分光光度仪在设计灵感、配制、生产和质量控制上都可以实现准确的色彩一致性。该积分球式色差分析仪的多孔径设计使其能够测量复杂的样本,既可以进行反射测量也可以进行透射测量。
小结
1. 颜色质量控制在塑料产品生产过程中越来越重要。2. 光反射形成颜色的产品检测应选择分光光度仪的反射测量位置进行检测,此位置一般在仪器的前部(台式)或底部(便携式)。
3. 光透射形成颜色的产品检测应将其置于仪器的中间部位透射测量位置进行检测。
4. 检测雾度值,是测量透过样品后方向改变的光线占透过样品所有光线的百分比。
讲师介绍
张更建,爱色丽中国区高级应用技术经理。
毕业于上海出版印刷高等专科学校印刷设备管理专业,并获得上海交通大学工商管理学士学位,G7专家。
2001年加入爱色丽公司,在爱色丽工作的十多年中,专注于颜色科学知识和应用的探讨,主要为国内客户提供颜色评估、颜色测量、色彩管理、电脑配色等方面的应用支持服务,在塑料、涂料、汽车、家电、印刷等行业有丰富的颜色管理经验。
